Судовая система - это комплекс судового оборудования, состоящий из трубопроводов, механизмов, устройств, приборов и аппаратов, предназначенный для разного рода потребителей, выполняющих одну ила несколько функций по обеспечению нормальной эксплуатации судна.
Общей целью технической эксплуатации судовых систем наряду с обеспечением безопасной и надёжной работы судна является эффективное выполнение им своего транспортного назначения.
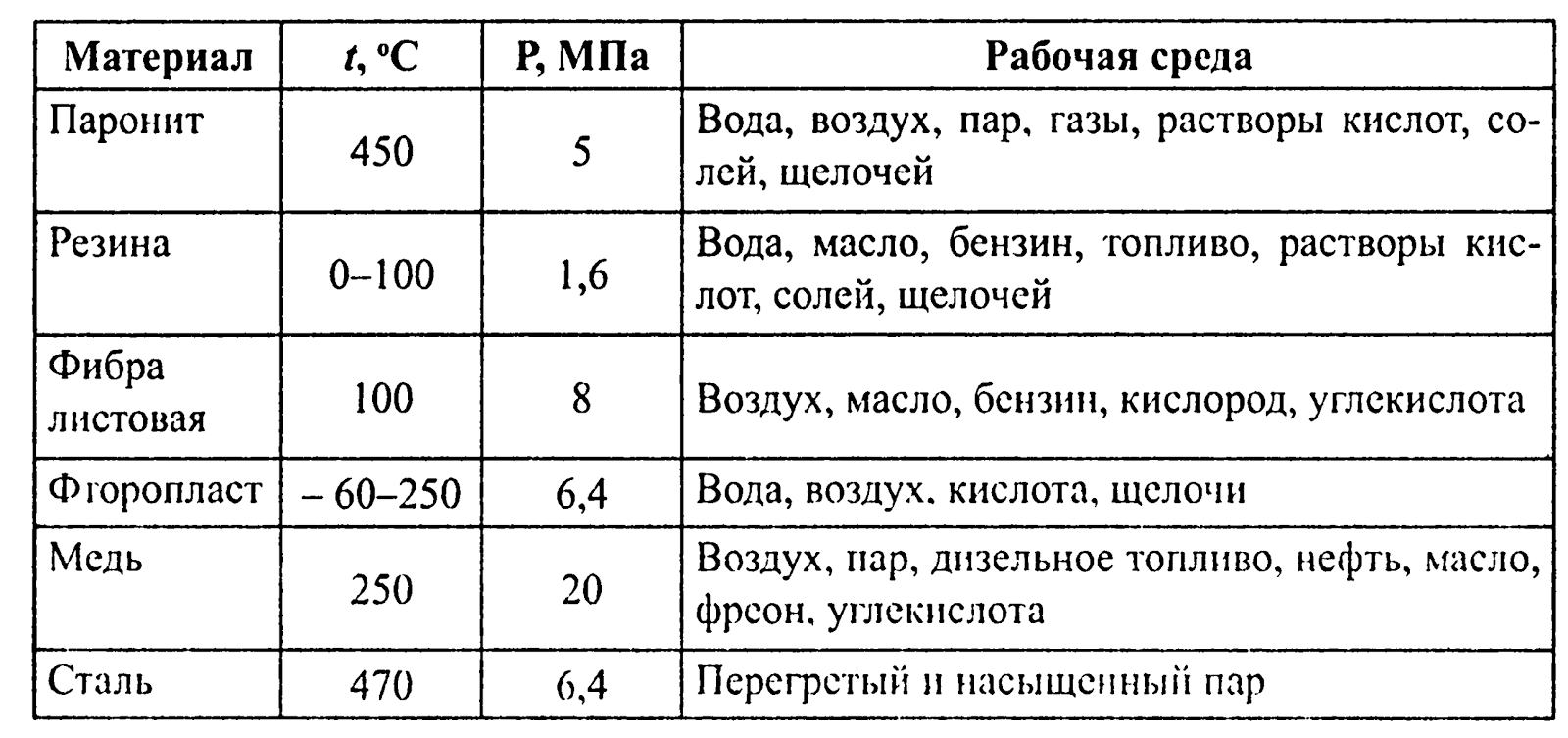
К судовым системам предъявляются следующие общие требования: высокая безопасность, надёжность работы при качке, дифференте и крене, экономичность, экологичность, полная автоматизация, и частные требования: :соблюдение виброшумовых характеристик арматуры и трубопроводов, малых гидравлических сопротивлений, достаточной ударостойкости, герметичности, исключение потерь рабочей среды в окружающее пространство. Частные требования во многом зависят от способа управления арматурой, материала труб и арматуры, типа изоляции, места и способа расположения в различных помещениях и др.
Назначение судовых систем:
- подача и подготовка топлива, смазочного масла, охлаждающей воды, ;жатого воздуха, удаление выпускных газов тепловых двигателей;
- обеспечение безопасности плавания судна в различных навигационных условиях с помощью трюмных систем: осушительных, балластных, сточных, водоотливных;
- обеспечение нормальных условий жизнедеятельности экипажа и безопасности пассажиров, так называемых бытовых систем (водоснабжения питьевой, мытьевой и забортной водой), санитарных (системы фекальных и сточных вод), отопления, вентиляции и кондиционирования воздуха;
- обеспечение экологической чистоты окружающей среды в результате эксплуатации судна и его технических средств с помощью системы по очистке льяльиых и нефтесодержащих вод, установки по очистке сточных и бытовых вод, мусоросжигательных печей (инсинераторов), системы по очистке выпуск-пых газов от NOx и С02;
- выполнение грузовых технологических операций и обеспечение сохранности судна и груза с помощью использования специальных систем на наливных судах (танкерах, химовозах, газовозах): грузовые, зачистные, мойки танков, подогрева, газоотводные, системы инертных газов и др.);
- обеспечение пожарной безопасности судна с помощью противопожарных систем (системы водяного пожаротушения: паротушения, углекислотного тушения, пенотушения, жидкостного тушения, тушения инертными газами).
Судовому персоналу необходимо хорошо знать не только устройство всех судовых систем, но и безопасные правила, а также оптимальные методы их технической эксплуатации.
Судовая система в своём составе имеет следующие элементы:
- источник рабочей среды (цистерны, баки, баллоны, танки и другие ёмкости);
- источник энергии, обеспечивающий перемещение рабочей среды (насосы, компрессоры, вентиляторы);
- аппараты и устройства обработки рабочей среды, обеспечивающие изменение и доведение параметров рабочей среды до необходимых значений (подогреватели, охладители, конденсаторы, конденсатоотводчики, парогенераторы, фильтры, сепараторы и др.);
- контрольно-измерительные приборы (КИП): манометры, термометры, уровнемеры, расходомеры, газоанализаторы, вискозиметры, гигрометры, устройства автоматического управления, сигнализации, защиты и диагностики;
- потребители рабочей среды (гидро- и пневмоприводы, сервомоторы и т.д.);
- трубопроводы, объединяющие перечисленные элементы в систему. Судовая система может иметь различное сочетание указанных элементов.
Имеются системы, в которых могут отсутствовать некоторые из перечисленных элементов.
Основным элементом любой системы является трубопровод. Перемещение жидкостей и газов по трубам происходит за счёт сообщения им механической, тепловой, потенциальной энергии. Поэтому любая система состоит in груб, соединяющих различные по назначению и конструкции механизмы, аппараты и арматуру.
По функциональному назначению отдельные трубопроводы подразделяются на следующие типы:
- приемный;
- напорный;
- наливной, в котором жидкость проходит самотеком в судовые емкости или под напором от берегового насоса;
- отливной, в котором жидкость подаётся судовым насосом из помещений и трюмов за борт;
- стравливающий, в котором жидкость или газ проходит при срабатывании предохранительных клапанов;
- продувания, через который жидкость удаляется в трюм или в судовые емкости, обычно это конденсат или пароводяная смесь;
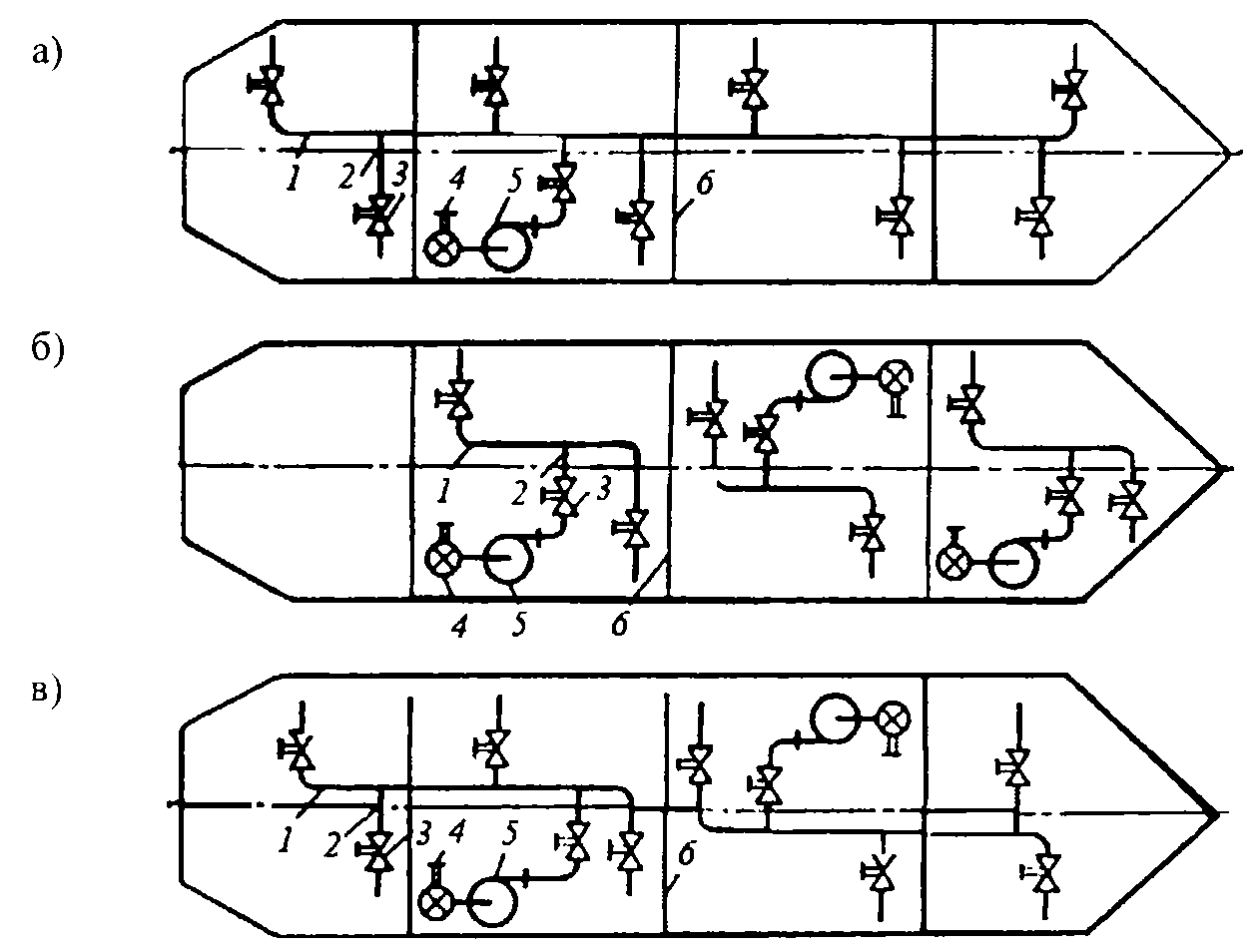
 Рис. 1.1. Принципиальные схемы магистральных систем: а - линейная; б - кольцевая; в - комбинированная: / - линейная магистраль; 2 - трубопровод потребителей отдельного отсека; 3 - насос; 4 - отливной трубопровод; 5 - отливной кингстон; 6 - разобщительный клапан; 7 - кольцевая магистраль; 8 - перемычка
Рис. 1.1. Принципиальные схемы магистральных систем: а - линейная; б - кольцевая; в - комбинированная: / - линейная магистраль; 2 - трубопровод потребителей отдельного отсека; 3 - насос; 4 - отливной трубопровод; 5 - отливной кингстон; 6 - разобщительный клапан; 7 - кольцевая магистраль; 8 - перемычка
- воздушный, который предназначен для сообщения с атмосферой;
- вытяжной (обычно в системе судовой вентиляции).
По роду среды, протекающей по трубопроводам, применяют водопроводы, паропроводы, воздухопроводы, рассолопроводы, газопроводы, нефтепроводы, маслопроводы, топливопроводы.
Принцип построения судовой системы зависит от типа судна, его водоизмещения, назначения, требований эксплуатации и живучести.
Существует следующая классификация судовых систем:
- по назначению и характеру выполняемых операций: общесудового, бытового назначения (трюмные, осушительные, балластные, санитарные, противопожарные, отопления, вентиляции) и специальные;
- по принципиальной схеме - линейные, кольцевые и комбинированные магистрали (рис. 1.1);
- по способу построения системы: централизованные, автономные или групповые (рис. 1.2).
 Рис. 1.2. Принципиальные схемы судовой системы: а - централизованная; б автономная; в - групповая: / - магистраль; 2 - ответвление; 3 - разобщительный клапан; 4 - приемный кингстон; 5 - насос; б - переборка отсека
Рис. 1.2. Принципиальные схемы судовой системы: а - централизованная; б автономная; в - групповая: / - магистраль; 2 - ответвление; 3 - разобщительный клапан; 4 - приемный кингстон; 5 - насос; б - переборка отсека
Рассмотрим подробнее классификацию судовых систем.
Линейная схема системы представляет собой трубопроводную магистраль, проложенную вдоль судна. Она наиболее проста и поэтому применяется в большинстве судовых систем.
Кольцевая схема состоит из двух трубопроводов, проложенных вдоль судна по обоим бортам, и нескольких перемычек, на которых установлены разобщительные клапаны. Применение кольцевой схемы повышает живучесть и маневренность системы, так как в случае выхода из строя трубопровода одного борта может функционировать трубопровод другого борта. Однако в этой схеме требуется увеличение длины труб и количества арматуры, что влечет за собой увеличение массы и стоимости системы.
Комбинированная схема состоит из нескольких соединенных между собой линейных и кольцевых магистралей. Участки общей магистрали, которые должны обладать повышенной живучестью, выполняют по кольцевой схеме, остальные - по линейной. Комбинированная магистраль, сочетающая достоинства линейной и кольцевой магистралей, применяется в основном на крупных морских судах. Трубопроводные магистрали разделяются на ряд участков путем установки разобщительной арматуры с целью отключения поврежденного участка от всей магистрали. Магистраль прокладывают под настилами и платформами, смещая к продольным переборкам в коридорах и проходах, чтобы не загромождать жилые и служебные помещения и иметь доступ в случае ремонта оборудования. Во избежание замерзания водяные трубопроводы размещаются под палубой. Предусматривается возможность спуска воды из них с помощью спускных пробок и краников.
При централизованной схеме имеется минимальное количество механизмов и арматуры, что создаёт простоту и удобство в её обслуживании.
При автономной схеме предусматривается обслуживание потребителей данного отсека самостоятельным механизмом и отдельным трубопроводом. По такому принципу строят осушительные, балластные, грузовые и другие системы. Автономный принцип применяется для отдельных отсеков, имеющих особое значение для всего судна, так как обеспечивается максимальная живучесть системы (например, при затоплении одного отсека система полностью обеспечивает потребителей всех прочих отсеков). Недостатком его является то, что система громоздкая, с большим числом механизмов и арматуры, имеющих низкий коэффициент использования.
При групповой схеме отсеки судна подразделяют на группы, обслуживаемые одним механизмом и независимым трубопроводом. Групповая схема по своим достоинствам и недостаткам занимает промежуточное место между двумя первыми. По групповому принципу строятся системы вентиляции, отопления, кондиционирования воздуха и сточные системы.
По принципу перемещения перекачиваемой среды системы подразделяются на следующие виды:
- закрытые системы, в которых исключается контакт рабочей среды с атмосферой;
- открытые системы, в которых имеется постоянный контакт с атмосферой;
- проточные системы, в которых используется забортная вода и атмосферный воздух, удаляемые в окружающее пространство;
- циркуляционные системы, в которых организуется принудительная или естественная циркуляция либо многократное использование рабочей среды под напором при ограниченном запасе рабочей среды.
Общей целью технической эксплуатации судовых систем наряду с обеспечением безопасной и надёжной работы судна является эффективное выполнение им своего транспортного назначения.
К судовым системам предъявляются следующие общие требования: высокая безопасность, надёжность работы при качке, дифференте и крене, экономичность, экологичность, полная автоматизация, и частные требования: :соблюдение виброшумовых характеристик арматуры и трубопроводов, малых гидравлических сопротивлений, достаточной ударостойкости, герметичности, исключение потерь рабочей среды в окружающее пространство. Частные требования во многом зависят от способа управления арматурой, материала труб и арматуры, типа изоляции, места и способа расположения в различных помещениях и др.
Назначение судовых систем:
- подача и подготовка топлива, смазочного масла, охлаждающей воды, ;жатого воздуха, удаление выпускных газов тепловых двигателей;
- обеспечение безопасности плавания судна в различных навигационных условиях с помощью трюмных систем: осушительных, балластных, сточных, водоотливных;
- обеспечение нормальных условий жизнедеятельности экипажа и безопасности пассажиров, так называемых бытовых систем (водоснабжения питьевой, мытьевой и забортной водой), санитарных (системы фекальных и сточных вод), отопления, вентиляции и кондиционирования воздуха;
- обеспечение экологической чистоты окружающей среды в результате эксплуатации судна и его технических средств с помощью системы по очистке льяльиых и нефтесодержащих вод, установки по очистке сточных и бытовых вод, мусоросжигательных печей (инсинераторов), системы по очистке выпуск-пых газов от NOx и С02;
- выполнение грузовых технологических операций и обеспечение сохранности судна и груза с помощью использования специальных систем на наливных судах (танкерах, химовозах, газовозах): грузовые, зачистные, мойки танков, подогрева, газоотводные, системы инертных газов и др.);
- обеспечение пожарной безопасности судна с помощью противопожарных систем (системы водяного пожаротушения: паротушения, углекислотного тушения, пенотушения, жидкостного тушения, тушения инертными газами).
Судовому персоналу необходимо хорошо знать не только устройство всех судовых систем, но и безопасные правила, а также оптимальные методы их технической эксплуатации.
Судовая система в своём составе имеет следующие элементы:
- источник рабочей среды (цистерны, баки, баллоны, танки и другие ёмкости);
- источник энергии, обеспечивающий перемещение рабочей среды (насосы, компрессоры, вентиляторы);
- аппараты и устройства обработки рабочей среды, обеспечивающие изменение и доведение параметров рабочей среды до необходимых значений (подогреватели, охладители, конденсаторы, конденсатоотводчики, парогенераторы, фильтры, сепараторы и др.);
- контрольно-измерительные приборы (КИП): манометры, термометры, уровнемеры, расходомеры, газоанализаторы, вискозиметры, гигрометры, устройства автоматического управления, сигнализации, защиты и диагностики;
- потребители рабочей среды (гидро- и пневмоприводы, сервомоторы и т.д.);
- трубопроводы, объединяющие перечисленные элементы в систему. Судовая система может иметь различное сочетание указанных элементов.
Имеются системы, в которых могут отсутствовать некоторые из перечисленных элементов.
Основным элементом любой системы является трубопровод. Перемещение жидкостей и газов по трубам происходит за счёт сообщения им механической, тепловой, потенциальной энергии. Поэтому любая система состоит in груб, соединяющих различные по назначению и конструкции механизмы, аппараты и арматуру.
По функциональному назначению отдельные трубопроводы подразделяются на следующие типы:
- приемный;
- напорный;
- наливной, в котором жидкость проходит самотеком в судовые емкости или под напором от берегового насоса;
- отливной, в котором жидкость подаётся судовым насосом из помещений и трюмов за борт;
- стравливающий, в котором жидкость или газ проходит при срабатывании предохранительных клапанов;
- продувания, через который жидкость удаляется в трюм или в судовые емкости, обычно это конденсат или пароводяная смесь;

- воздушный, который предназначен для сообщения с атмосферой;
- вытяжной (обычно в системе судовой вентиляции).
По роду среды, протекающей по трубопроводам, применяют водопроводы, паропроводы, воздухопроводы, рассолопроводы, газопроводы, нефтепроводы, маслопроводы, топливопроводы.
Принцип построения судовой системы зависит от типа судна, его водоизмещения, назначения, требований эксплуатации и живучести.
Существует следующая классификация судовых систем:
- по назначению и характеру выполняемых операций: общесудового, бытового назначения (трюмные, осушительные, балластные, санитарные, противопожарные, отопления, вентиляции) и специальные;
- по принципиальной схеме - линейные, кольцевые и комбинированные магистрали (рис. 1.1);
- по способу построения системы: централизованные, автономные или групповые (рис. 1.2).
Рассмотрим подробнее классификацию судовых систем.
Линейная схема системы представляет собой трубопроводную магистраль, проложенную вдоль судна. Она наиболее проста и поэтому применяется в большинстве судовых систем.
Кольцевая схема состоит из двух трубопроводов, проложенных вдоль судна по обоим бортам, и нескольких перемычек, на которых установлены разобщительные клапаны. Применение кольцевой схемы повышает живучесть и маневренность системы, так как в случае выхода из строя трубопровода одного борта может функционировать трубопровод другого борта. Однако в этой схеме требуется увеличение длины труб и количества арматуры, что влечет за собой увеличение массы и стоимости системы.
Комбинированная схема состоит из нескольких соединенных между собой линейных и кольцевых магистралей. Участки общей магистрали, которые должны обладать повышенной живучестью, выполняют по кольцевой схеме, остальные - по линейной. Комбинированная магистраль, сочетающая достоинства линейной и кольцевой магистралей, применяется в основном на крупных морских судах. Трубопроводные магистрали разделяются на ряд участков путем установки разобщительной арматуры с целью отключения поврежденного участка от всей магистрали. Магистраль прокладывают под настилами и платформами, смещая к продольным переборкам в коридорах и проходах, чтобы не загромождать жилые и служебные помещения и иметь доступ в случае ремонта оборудования. Во избежание замерзания водяные трубопроводы размещаются под палубой. Предусматривается возможность спуска воды из них с помощью спускных пробок и краников.
При централизованной схеме имеется минимальное количество механизмов и арматуры, что создаёт простоту и удобство в её обслуживании.
При автономной схеме предусматривается обслуживание потребителей данного отсека самостоятельным механизмом и отдельным трубопроводом. По такому принципу строят осушительные, балластные, грузовые и другие системы. Автономный принцип применяется для отдельных отсеков, имеющих особое значение для всего судна, так как обеспечивается максимальная живучесть системы (например, при затоплении одного отсека система полностью обеспечивает потребителей всех прочих отсеков). Недостатком его является то, что система громоздкая, с большим числом механизмов и арматуры, имеющих низкий коэффициент использования.
При групповой схеме отсеки судна подразделяют на группы, обслуживаемые одним механизмом и независимым трубопроводом. Групповая схема по своим достоинствам и недостаткам занимает промежуточное место между двумя первыми. По групповому принципу строятся системы вентиляции, отопления, кондиционирования воздуха и сточные системы.
По принципу перемещения перекачиваемой среды системы подразделяются на следующие виды:
- закрытые системы, в которых исключается контакт рабочей среды с атмосферой;
- открытые системы, в которых имеется постоянный контакт с атмосферой;
- проточные системы, в которых используется забортная вода и атмосферный воздух, удаляемые в окружающее пространство;
- циркуляционные системы, в которых организуется принудительная или естественная циркуляция либо многократное использование рабочей среды под напором при ограниченном запасе рабочей среды.